


數控加工中心加工工序的劃分及安排
時間:2016-03-31 08:18來源:山東海特數控機床
1、數控加工中心加工工序的劃分
在數控加工中心上加工工件,需要考慮工件整個加工工藝的安排,即工序的劃分。
工序劃分的主要原則是:
(1)保證加工質量 一般分粗加工、半精加工及精加工,逐步提高工件的加工精度,降低表面粗糙度值,保證工件加工質量。
(2)合理使用設備 在工件加工時,可考慮其中的一部分加工在數控機床上完成,另外一部分加工在普通機床上完成,這樣可以充分利用數控設備的效能。
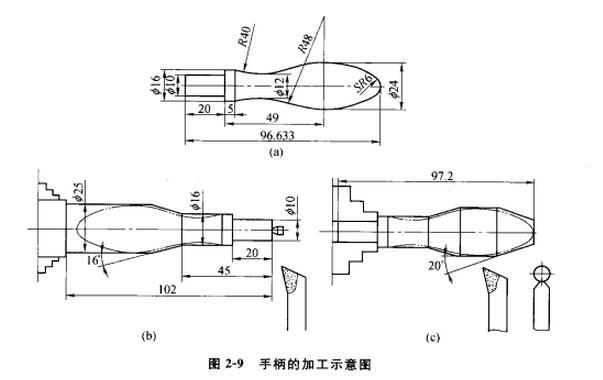
工序劃分的方法較多一般可以按工件裝夾定位方式來劃分工序。因為每個工件形狀不同,各表面的技術要求也不一樣.因而在加工時其定位方式也不同。圖2-9a中的手柄,如果一次裝夾、一道工序(即用一把車刀,一個程序加工),那么很難加工出符合要求的工件,必須采用兩次裝夾、二道工序(兩個加工程序)。
第一次裝夾(棒料φ28)及第一個工序安排如圖2-9b所示:先用外圓車刀車端面,粗車φ25、φ16、φ10及16°圓錐面,然后精車φ10 x 20,換刀(切斷刀)后按97.2 mm切斷。
第二次裝夾(調頭夾住φ10圓柱,注意臺階與卡盤側面接觸良好)及第二個工序安排如圖2-9c所示:先用外圓車刀粗車20°圓錐面、SR6及R48右側部分,換刀(圓弧刀)后粗車R48左側部分及R40部分,然后把整個球頭及圓弧部分一刀精車成形。
2、數控加工中心加工順序的安排
在安排加工順序時,應遵循以下幾個原則:
(1)先粗后精 整個工件的加工工序,應是粗加工在前,半精加工、精加工、光整加工相繼在后。粗加工時快速切除余量,精加工時保證精度和表面粗糙度。
(2)先主后次 先加工工件的工作表面、裝配面等主要表面,后加工次要表面。
(3)先基準后其他 工件的加工一般多從精基準開始,然后以精基準定位加工其他主要表面和次要表面。
(4)盡量減少換刀次數 盡可能用同一把刀具加工可以加工的所有部位,然后再換刀加工其他部位。這樣可縮短加工的輔助時間,從而提高生產效率。
上一篇:數控加工中心工件裝夾方法及工件原點的確定
下一篇:數控加工中心如何確定加工路線



